|
摘要:企業(yè)在運(yùn)用SPC系統(tǒng)來進(jìn)行生產(chǎn)異常實(shí)時(shí)監(jiān)控時(shí),主要是通過
控制圖
這一工具來對(duì)生產(chǎn)過程進(jìn)行監(jiān)控的,而在進(jìn)行監(jiān)控前,我們需要先對(duì)控制圖設(shè)定好判異規(guī)則,這樣系統(tǒng)就會(huì)按照所定的判異規(guī)則進(jìn)行實(shí)時(shí)監(jiān)控,一旦出現(xiàn)超規(guī)格值時(shí),系統(tǒng)就會(huì)自動(dòng)報(bào)警,對(duì)超規(guī)則值以失控點(diǎn)來進(jìn)行處理。下面就以QSmart SPC系統(tǒng)為例,來介紹SPC系統(tǒng)的判異規(guī)則的設(shè)置方法。
QSmart SPC 系統(tǒng)判異規(guī)則
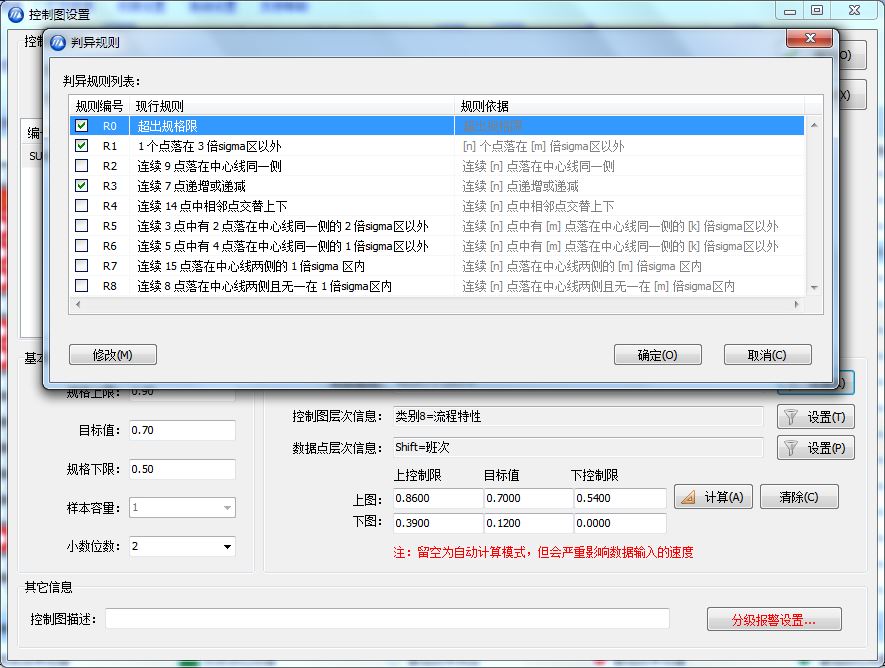
1、系統(tǒng)采用業(yè)界的8大失控規(guī)則模式,用戶也可進(jìn)行失控規(guī)則模式的調(diào)整,對(duì)控制圖按照判異準(zhǔn)則自動(dòng)進(jìn)行判異,判異準(zhǔn)則八大規(guī)則如下:
•單點(diǎn)超出控制限;
•連續(xù)七點(diǎn)在中心線同一側(cè);
•連續(xù)六點(diǎn)呈上升或下降;
•連續(xù)14點(diǎn)相鄰點(diǎn)上下交替;
•連續(xù)3個(gè)點(diǎn)中有2個(gè)點(diǎn),距離中心線(同側(cè))大于2個(gè)δ;
•連續(xù)5個(gè)點(diǎn)中有4個(gè)點(diǎn),距離中心線(同側(cè))大于1個(gè)δ;
•連續(xù)15個(gè)點(diǎn),距離中心線(任一側(cè))1個(gè)δ以內(nèi);
•連續(xù)8個(gè)點(diǎn),距離中心線(任一側(cè))大于1個(gè)δ。
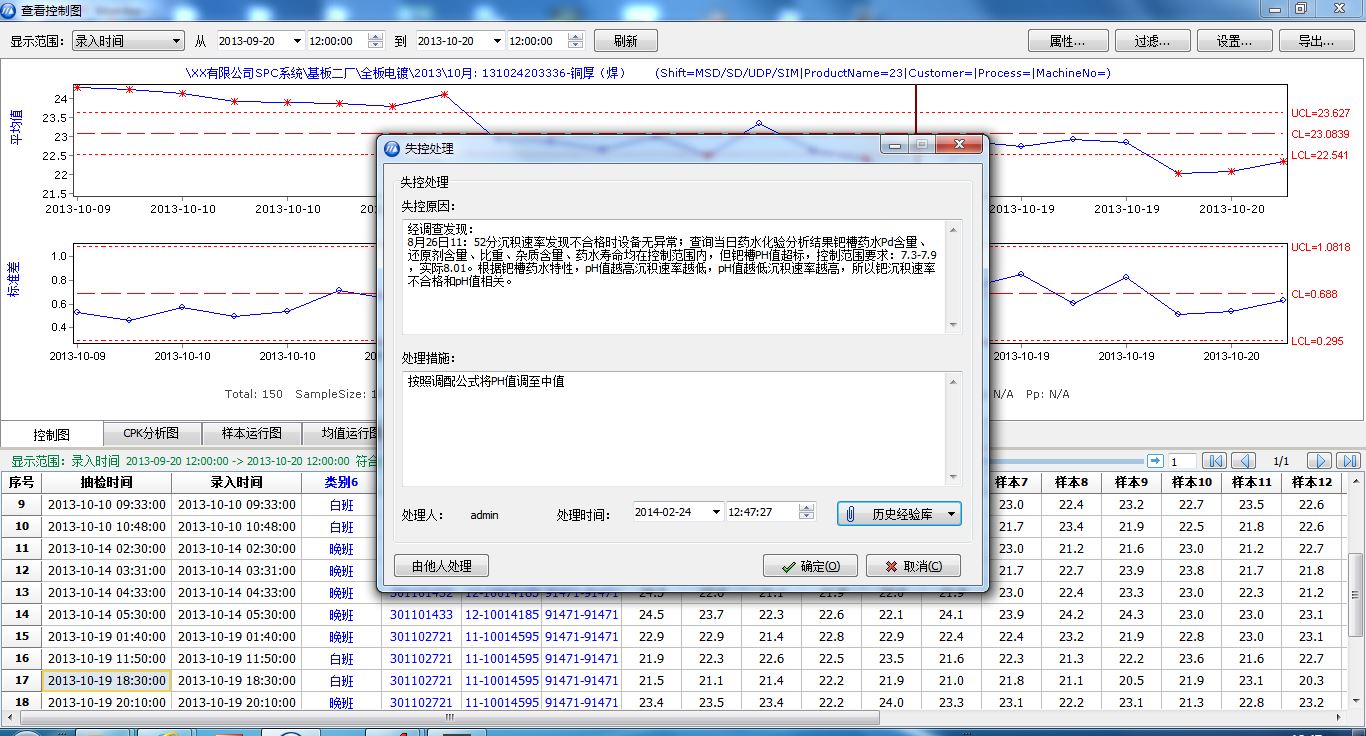
2、失控后數(shù)據(jù)點(diǎn)為紅色,如未進(jìn)行處理,將一直保持為紅色點(diǎn)的狀態(tài);用戶可雙擊圖中的失控點(diǎn),彈出相關(guān)的處理處理框;
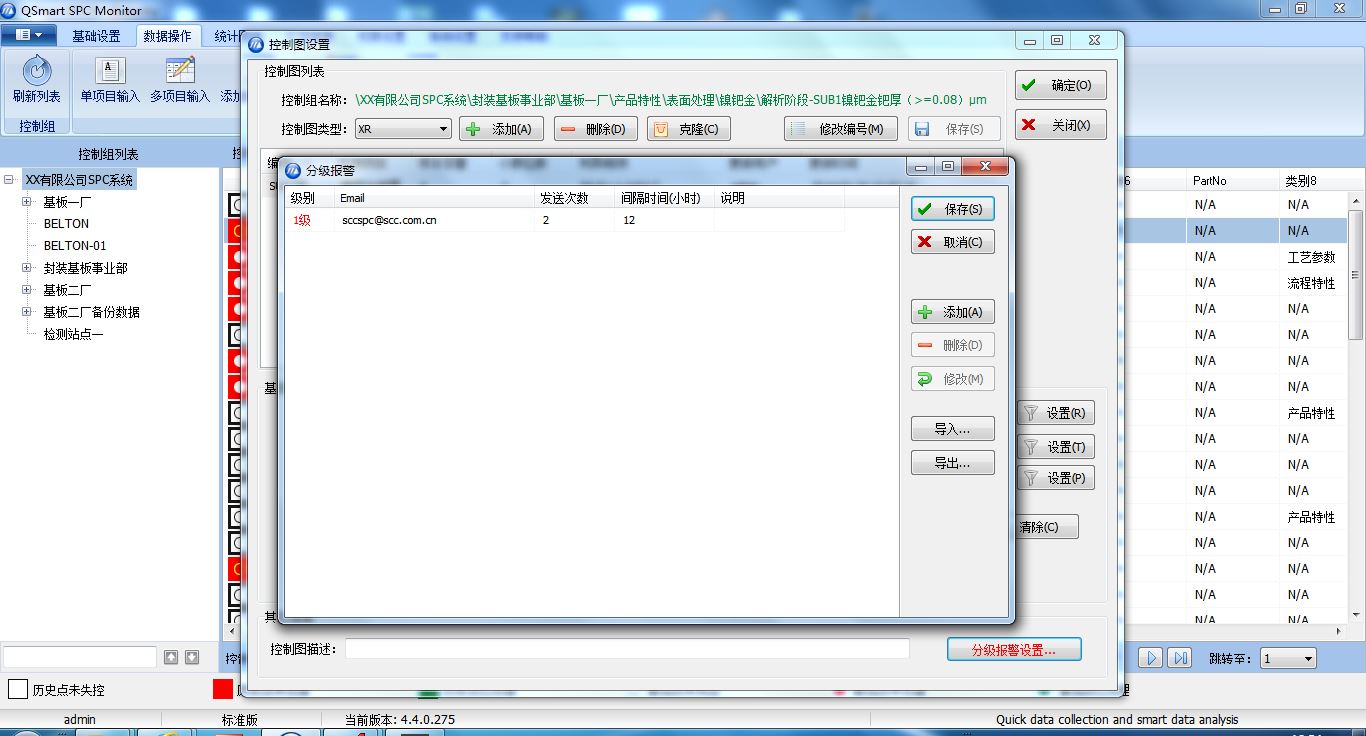
3、
SPC
系統(tǒng)可對(duì)失控信息通過郵件發(fā)送給不同部門的相關(guān)人員;
|
