|
摘要:SPC是利用統(tǒng)計(jì)學(xué)的原理對(duì)制造業(yè)制程中的品質(zhì)進(jìn)行管制,以達(dá)到第一次就把品質(zhì)做好的目的。本文以某光電行業(yè)為例,介紹其應(yīng)用SPC軟件所要實(shí)現(xiàn)的功能需求內(nèi)容。
某光電行業(yè)現(xiàn)狀
•SPC采用Excel控制圖模式實(shí)現(xiàn);
•人工輸入數(shù)據(jù),工作量大,數(shù)據(jù)錄入錯(cuò)誤不易檢出,易出錯(cuò),;
•判異判穩(wěn)人工進(jìn)行,不易逐點(diǎn)逐項(xiàng)排查,效率低,易出錯(cuò),且不能嚴(yán)格按SPC判異規(guī)則執(zhí)行;
•Excel模版容易被不慎修改、易出錯(cuò);
•數(shù)據(jù)非及時(shí)統(tǒng)計(jì)分析,異常非及時(shí)改善解決,實(shí)效性差,無法起到預(yù)防目的等等。
目的
改善現(xiàn)狀,提高時(shí)效,減少錯(cuò)誤,節(jié)約成本,提升質(zhì)量。
SPC軟件功能
太友科技根據(jù)多年豐富的實(shí)施經(jīng)驗(yàn)以及跟客戶的多次溝通,最終為該企業(yè)確定了以下
SPC軟件
功能:
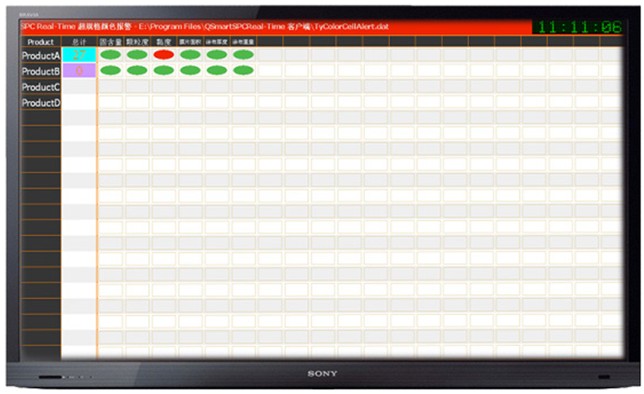
•實(shí)時(shí)查看某產(chǎn)品、工序、時(shí)間及相關(guān)層(機(jī)臺(tái)、班次)條件下的質(zhì)量走勢(shì);實(shí)時(shí)監(jiān)控各生產(chǎn)工序的質(zhì)量波動(dòng),建立產(chǎn)品標(biāo)示與追溯體系,針對(duì)異常達(dá)到預(yù)警及時(shí)采取糾正預(yù)防措施;
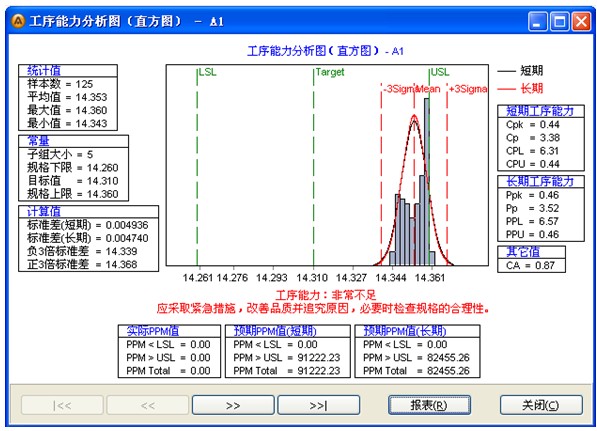
•現(xiàn)有Excel控制圖功能采用SPC軟件實(shí)現(xiàn)(初期:X-R圖、X-MR圖、X-S圖,后期:多種控制圖,含P圖、np圖、C圖、U圖等),計(jì)算均值、極差、管制限、標(biāo)準(zhǔn)差、CA、CP、CPK、異常點(diǎn)等;
•自動(dòng)計(jì)算和繪圖(圖形含規(guī)格限、管制限、均值線),異常點(diǎn)采用不同顏色示出;計(jì)量型數(shù)據(jù)采用鏈圖和直方圖呈現(xiàn);
•監(jiān)控項(xiàng)目從MES系統(tǒng)直接導(dǎo)入數(shù)據(jù)監(jiān)控;不能從MES導(dǎo)出的,直接手工錄入SPC軟件;SPC軟件本身可實(shí)現(xiàn)數(shù)據(jù)自動(dòng)采集,如直接采集芯片厚度數(shù)據(jù);
•自動(dòng)實(shí)現(xiàn)判異并報(bào)警(自動(dòng)識(shí)別并標(biāo)識(shí)異常點(diǎn),自動(dòng)統(tǒng)計(jì)違反規(guī)則的頻次),異常時(shí)可實(shí)現(xiàn)RTX和郵件提醒、機(jī)臺(tái)鳴笛(SPC監(jiān)控機(jī)和生產(chǎn)設(shè)備);
•超規(guī)格和管制限可提醒產(chǎn)線鎖片,提示相關(guān)片號(hào)、批號(hào)、機(jī)臺(tái)、作業(yè)員;
•查詢功能:可實(shí)時(shí)查詢
工序能力
等指標(biāo)參數(shù):
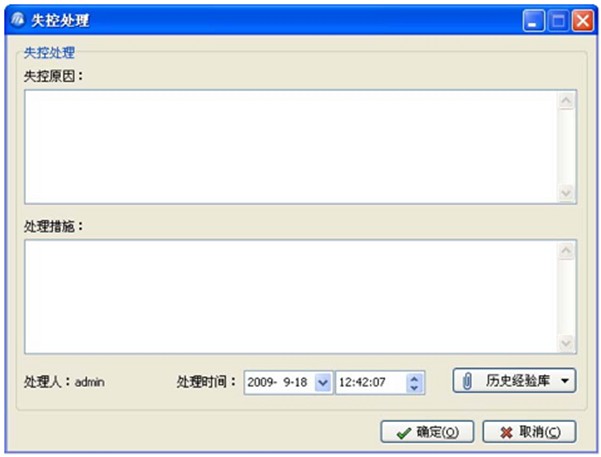
•原因和措施預(yù)置:經(jīng)過長期對(duì)過程受控狀況的分析,影響過程失控的主要原因和采取的主要措施都相對(duì)集中,重復(fù)出現(xiàn)頻次較高;
•數(shù)據(jù)導(dǎo)入和導(dǎo)出功能。
|
